01
Buck start control of three-phase asynchronous motor
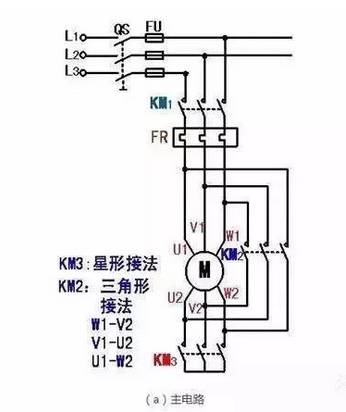
1. Y-â–³ step-down start control of three-phase asynchronous motor
The Y-â–³ step-down starting relay contactor control of the three-phase asynchronous motor is transformed into a PLC control system.
(1) Determine the I/O signal and draw the external wiring diagram of the PLC
(a) main circuit
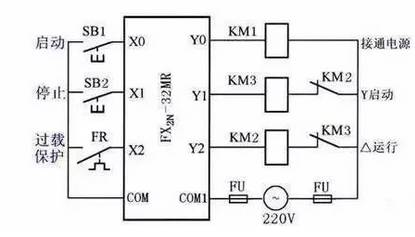
(b) PLC I/O wiring diagram
Wiring diagram of Y-â–³ step-down start of motor
(2) Designing the Y-â–³ step-down startup ladder diagram of the three-phase asynchronous motor
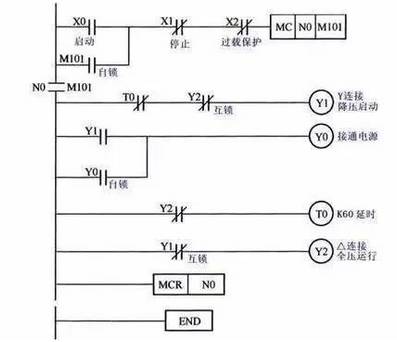
Ladder diagram of Y-â–³ step-down start control of motor
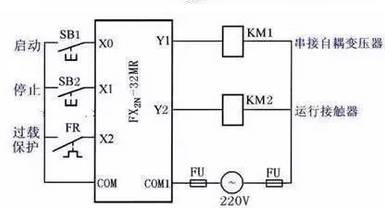
2. Three-phase asynchronous motor series autotransformer step-down start control
Transform the relay contactor control of the series autotransformer step-down to the PLC control system:
(1) Determine the I/O signal and draw the external wiring diagram of the PLC
PLC input signal: start button SB1, stop button SB2, thermal relay normally open contact FR.
PLC output signal: running contactor KM2, serially connected autotransformer contactor KM1.
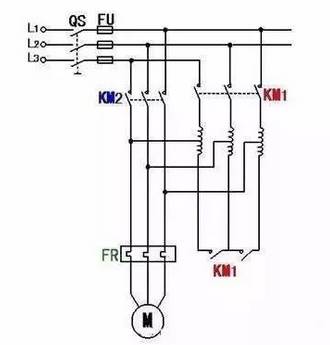
(a) main circuit
(b) PLC I/O wiring diagram
Wiring diagram of motor autotransformer step-down start
(2) Design of three-phase asynchronous motor series autotransformer step-down startup ladder diagram
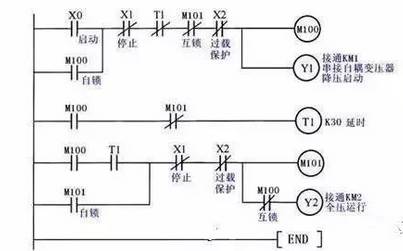
Three-phase asynchronous motor series autotransformer step-down start control ladder diagram
02
Control of three-phase wound asynchronous motor
1. Three-phase wound asynchronous motor series resistance start control
Transform the relay contactor control circuit of the wound-type asynchronous motor series resistance into a PLC control system:
(1) Determine the I/O signal and draw the external wiring diagram of the PLC
PLC input signal: start button SB1, stop button SB2, thermal relay normally open contact FR.
PLC output signal: power contactor KM, short-circuit R1 contactor KM1, short-circuit R2 contactor KM
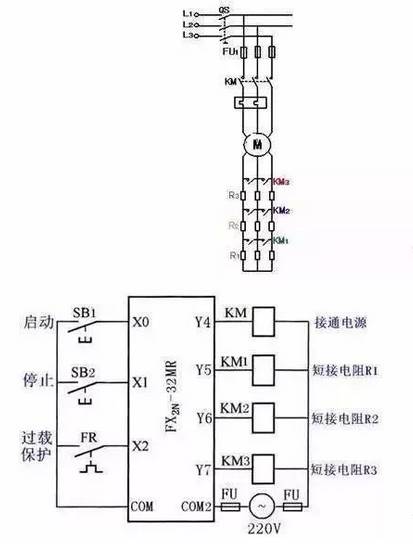
(a) main circuit
(b) PLC I/O wiring diagram
Wiring diagram of series resistance starting of three-phase wound asynchronous motor
2. Three-phase wound asynchronous motor series frequency sensitive varistor starting circuit
The relay contactor control circuit initiated by the wound-type asynchronous motor series frequency-variable varistor is transformed into a PLC control system:
(1) Determine the I/O signal and draw the external wiring diagram of the PLC
PLC input signal: start button SB1, stop button SB2, thermal relay normally open contact FR.
PLC output signal: running contactor KM1, short-circuit frequency sensitive varistor contactor KM2, intermediate relay KA connected to thermal relay.
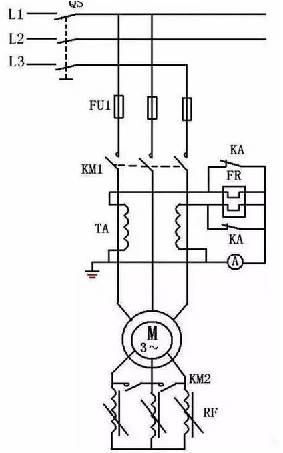
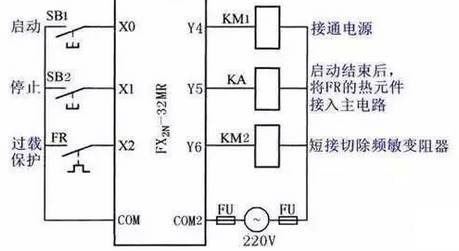
(a) main circuit
(b) PLC I/O wiring diagram
(2) Design three-phase wound asynchronous motor series frequency sensitive varistor starting ladder diagram
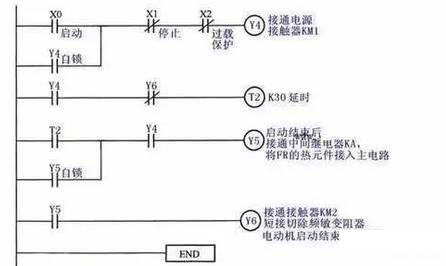
Three-phase wound asynchronous motor series frequency sensitive varistor starting ladder diagram
03
Automatic round trip control
Transform the automatic contactor control circuit of the automatic round-trip control into a PLC control system:
(1) Determine the I/O signal and draw the external wiring diagram of the PLC
PLC input signal: forward rotation start button SB1, reverse start button SB2, stop button SB3, thermal relay normally open contact FR, forward forward limit switch SQ1, reverse reverse limit switch SQ2, forward limit switch SQ3, back limit switch SQ4.
PLC output signal: forward running contactor KM1, reverse running contactor KM2.
Schematic diagram of automatic round trip control
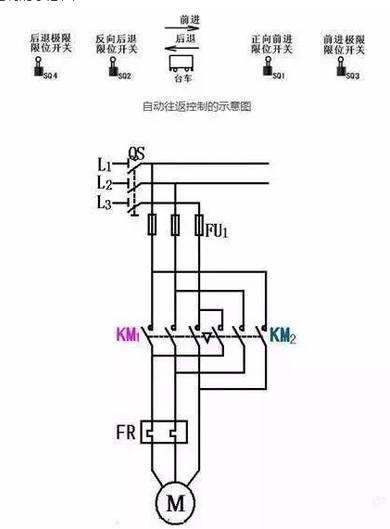
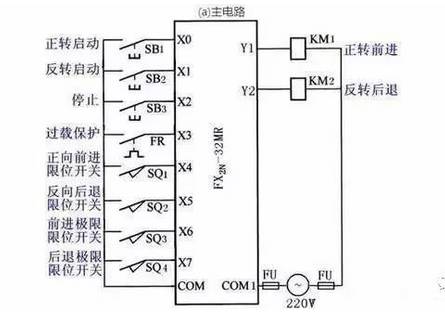
(a) main circuit
(b) PLC I/O wiring diagram
Wiring diagram for automatic round trip control
(2) Design ladder diagram
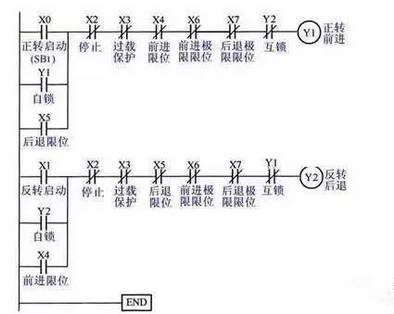
Automatic ladder control ladder
04
Ladder diagram empirical design
(1) Characteristics of ladder diagram of PLC control system
(1) Input signal and output load of PLC control system: The actuators such as AC contactor and solenoid valve in the relay circuit diagram are controlled by PLC output relays, and their coils are connected to the output of PLC. Buttons, control switches, limit switches, proximity switches, etc. are used to provide control commands and feedback signals to the PLC, and their contacts are connected to the input of the PLC.
(2) The functions of the intermediate relay and the time relay in the relay circuit diagram are completed by the auxiliary relays and timers inside the PLC, which are independent of the input relays and output relays of the PLC.
(3) Setting the intermediate unit: In the ladder diagram, if multiple coils are controlled by a series of parallel and parallel circuits, in order to simplify the circuit, an auxiliary relay controlled by the circuit can be set in the ladder diagram. The auxiliary relay is similar. Intermediate relay in the relay circuit.
(4) Time relay momentary contact processing: In addition to the time-delayed contacts, the time relay also has a momentary contact that acts immediately when the coil is energized or de-energized. For time relays with momentary contacts, an auxiliary relay can be connected in parallel across the coil of the corresponding timer in the ladder diagram, the contact of which is equivalent to the momentary contact of the time relay.
(5) Processing of the time relay of the power failure delay. The FX series PLC does not have a timer with the same function, but the power-down delay function can be realized by a timer that is delayed after the coil is energized.
(6) The establishment of an external interlock circuit. In order to prevent the two contactors that control the forward and reverse from acting at the same time, causing the three-phase power supply to be short-circuited, in addition to the soft interlock circuit composed of the normally closed contacts in series with the coils of the output relays corresponding to them in the ladder diagram, Set a hard interlock circuit outside the PLC.
(7) Thermal relay overload signal processing: If the thermal relay is of the automatic reset type, the overload signal must be supplied to the PLC through the input circuit, and the overload protection is realized by the ladder diagram. If it is a manual reset type thermal relay, its normally closed contact can be connected in series with the coil of the AC contactor that controls the motor in the output circuit of the PLC.
(8) Rated voltage of external load: PLC relay output module and bidirectional thyristor output module can only drive the load with rated voltage AC 220V. If the coil voltage of the original AC contactor of the system is 380V, the coil should be replaced with 220V, or set the intermediate relay outside the PLC.
(2) Empirical design method
The method used in the above example programming is the "experience design method". As the name implies, the “experience method†is a method of design based on the experience of the designer.
1. Key points of the empirical design method
(1) PLC programming, from the ladder diagram, the fundamental point is to find out the working conditions of each output of the system that meets the control requirements. These conditions are always realized by combining various devices in the machine according to certain logical relationships.
(2) The basic mode of the ladder diagram is the start-stop-stop circuit. Each start-stop-stop circuit is generally only for one output. This output can be the actual output of the system or an intermediate variable.
(3) Ladder programming has some basic rules that are customary. They all have certain functions and can be applied in many places like building blocks.
2. "Experience Method" programming steps
(1) After accurately understanding the control requirements, it is reasonable to allocate input and output ports for events in the control system. Select the necessary internal devices such as timers, counters, and auxiliary relays.
(2) For some outputs with simple control requirements, they can directly write out their working conditions and complete the relevant ladder branch according to the start-guarantee-stop circuit mode. A slightly more complicated working condition can be assisted by an auxiliary relay.
(3) For more complicated control requirements, in order to draw the ladder diagram of each output port in the start-stop-stop circuit mode, it is necessary to correctly analyze the control requirements and determine the key points that constitute the total control requirements.
(4) Express the key points in a ladder diagram. The key points are always expressed by the internal devices, and reasonable arrangements are needed when arranging the internal devices. When drawing the ladder diagram of key points, you can use common basic links, such as timer timing and oscillation.
(5) Based on the completion of the keypoint ladder diagram, the ladder diagram is written for the final output of the system. Use key points to synthesize the control requirements for the final output.
(6) Review the above grass drawing paper, on the basis of which, add missing functions, correct errors, and carry out final improvement.
Aluminum Electrolytic Capacitors/ Ceramic Capacitors
Aluminum Electrolytic Capacitors/ Ceramic Capacitors
Aluminum Electrolytic Capacitors,Electrolytic capacitor,Ceramic Capacitor
YANGZHOU POSITIONING TECH CO., LTD. , https://www.cndingweitech.com