Schematic diagram of the relationship between the machining program and the plc program The PLC program is the software core for the normal operation of the CNC machine tool. It is the bridge connecting the NC and the machine tool, and is also the key for the machine tool electrical designer to debug the machine tool.
A complete PLC program not only makes the machine run normally, but also makes it look at a glance, which is convenient for debugging itself, and helps maintenance personnel to find faults and analyze the causes. The following is an introduction to the programming skills of the robot during the automatic tool change process when the XH756B series horizontal machining center is equipped with the SIEMENS802D CNC system.
Firstly, the basic situation of the tool changer is briefly introduced. The tool magazine is a chain tool magazine that can rotate in forward and reverse directions. The robot mounted on the tool changer exchanges the tools in the tool magazine to the spindle in 15 steps. The tool is also returned to the corresponding tool holder. In order to minimize the tool change time, we use the method of tool pre-selection and part processing to compress the tool change time. The sequence of action of the robot is as follows:
Step 1: Translate and retract, grab the pre-selected tool in the tool magazine: Step 2: Pull out the tool and pull out the tool in the tool holder: Step 3: Shift out, leave the knife side and grab the knife position: Step 4: Pull The knife is retracted and the robot is retracted: Step 5: The rocker arm is extended and the rocker arm is turned to the spindle side: Step 6: Shift out, grasp the spindle tool: Step 7: Pull the knife out and pull out the tool in the spindle: Step 8 : Tool change forward or reverse, tool exchange: Step 9: Pull the tool back and insert the preselected tool into the spindle: Step 10: Translation retract, the robot leaves the spindle: Step 11: Rocker retract, rocker steering magazine Side: Step 12: Pull out the knife and prepare to return the spindle tool to the tool magazine: Step 13: Translation retract, the robot moves to the tool magazine: Step 14: Retract the tool and insert the spindle tool into the tool magazine: Step 15: Pan out and leave the knife side of the knife.
The above 15 steps can be divided into the following four stages:
Stage 1: Grab a new knife. The Txx code controls the tool magazine to rotate to the position where the programming tool is located in the near direction. After the tool position is positioned, the robot is started. After step 1 → step 2 → step 3 → step 4, the programming tool is caught in the hand and waiting for the change. Knife.
Stage 2: Change the knife. M06 starts the tool change canned cycle "TOOL". "TOOL" controls each coordinate to move to the tool change position, and informs the PLC to start the tool change with M90. The PLC requests the NC "read prohibition" with the M90 ​​signal and starts the robot tool change step 5 → step 6 → step 7 → step 8 → step 9 →Step 10 →Step 11 and use the in-position signal of step 5 to control the position of the tool magazine to the spindle tool number.
Stage 3: Return the knife. After the tool magazine rotation started in step 5 and the tool magazine positioning I signal, start the robot step 12 → step 13 → step 14 → step 15, return the spindle tool to the magazine and update the memory of the spindle tool number. After step 11 is completed, the "read-in inhibit" is canceled, the tool parameters are activated, and the machining program and the robot are simultaneously performed.
Stage 4: Grab the pre-selection of a new knife. In the next section of M06, the tool number Txx to be used in the next process is followed. After the tool is finished, the tool magazine can start the robot step 1 → step 2 → step 3 → step 4 at the same time as the part processing, which will be used in the next process. The tool pre-selection grabs the robot and waits for the tool change after the M06 starts, which greatly shortens the tool exchange time and improves the work efficiency.
Precautions:
Txx and M06 cannot be programmed in the same block:
In fixed-loop TOOL, all displacement blocks should be G153 (segment valid) to cancel the basic offset:
Three tool change processes: 1 tool loading: spindle without knife, Txx/M06 direct installation programming tool: 2 tool change: spindle has knife, exchange programming tool and spindle tool: 3 returning knife: spindle has knife, programming T0, spindle The tool also returns to the tool magazine.
The spindle's exact stop angle uses the PLC floating point parameter MD14514[0]: $MN_USER_DATA_FLOAT[0]
The core of this programming method is to divide the robot actions into 15 steps in sequence. The "step" is stored in an intermediate variable, the intermediate variable point occupies one byte, and the value of the intermediate variable is changed to the next "step" after each "step" is completed, and the intermediate variable is set after the entire step is completed. Zero, the next tool change command comes and then starts from step 1. This not only makes the PLC program simple and intuitive, but also because the "steps" are unique, so that the mutual interference between the signals can be avoided, and the programmers no longer have to rack their brains to add various constraints to each output signal. Use "variables" to achieve twice the result with half the effort. The relationship between the machining program and the PLC program is shown in the figure below.
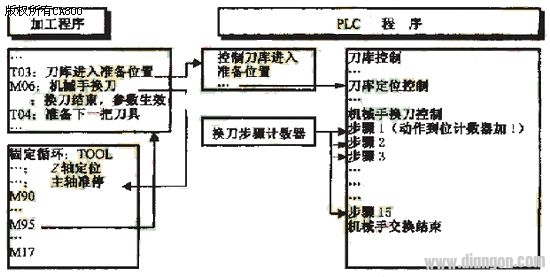
Figure
In addition, tool magazine operation, pallet exchange, etc. can also be programmed in this way.
Conecting Terminals Without Screws
Conecting Terminals Without Screws,Cold Pressing Terminals,Low Pressure Cold Shrinkage Terminal,Cold Shrinkage Cable Terminals
Taixing Longyi Terminals Co.,Ltd. , https://www.longyicopperterminals.com